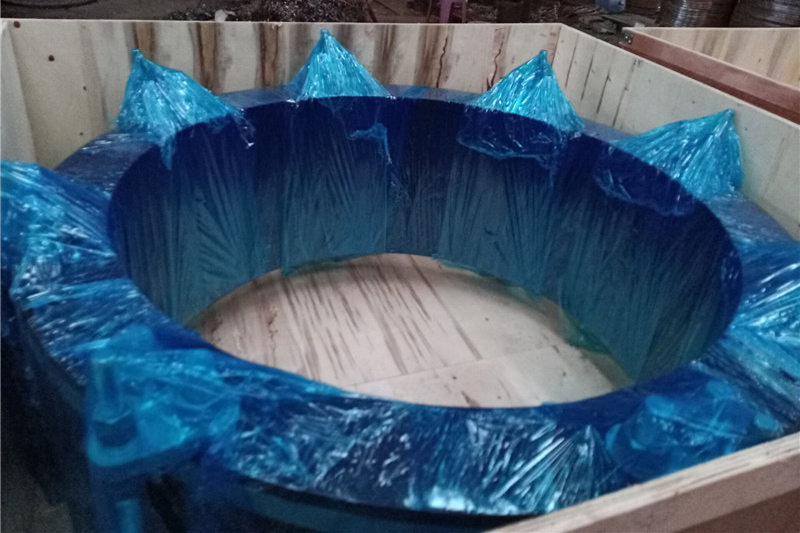
32 шт. DN1300 и 24 шт. DN1500 резиновых компенсаторов сегодня прошли гидравлические испытания и будут упакованы для отгрузки.Эти резиновые компенсаторы предназначены для проекта электростанции в Израиле.Заказчик запросил ручную намотку.Резиновый компенсатор такого большого размера очень трудно изготовить вручную.Техническая процедура сложная и дотошная.Во время производства намотка резинового слоя и шторы должна соответствовать определенным правилам и квалифицированным приемам.Все ручной работы Все ручной работы при намотке.Прежде чем намотать первый провод, по направлению, провод проходит через проволочную петлю, натяжную установку, линейные листы, формовочное отверстие, а затем плотно прижимается лентой к трубе трактора в соответствии с направлением вращения.Затем, запуская намоточный станок, трубка медленно продвигалась вперед через регулятор, регулируя скорость слежения с помощью регулятора, чтобы привести намотку в соответствие с номиналом. Такая обмотка будет вращаться и вращаться.Рабочие должны быть квалифицированными.


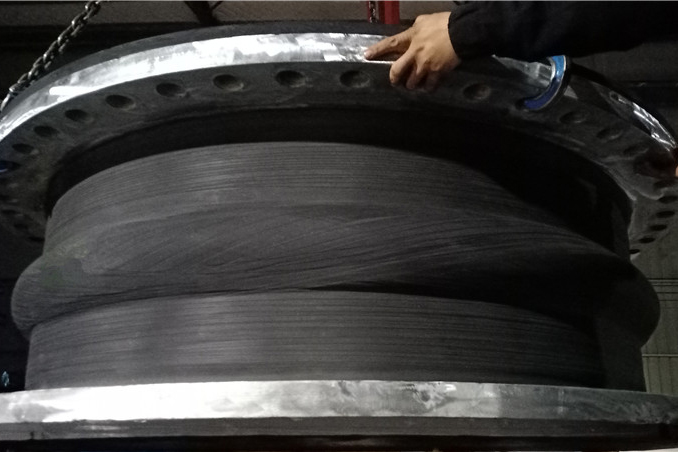
Наши техники и инженеры устают снова и снова, наконец им удается удовлетворить требования клиентов.Резиновые компенсаторы с ручной намоткой имеют больше преимуществ в применении, чем обычные:
1. Это может уменьшить вибрацию и шум еще лучше;
2. Он имеет большее компенсационное смещение к трубопроводу.
3. Его характеристики сопротивления давлению намного лучше. В случае условий работы с отрицательным давлением в производственный процесс может быть добавлена проволока из нержавеющей стали, устойчивая к отрицательному давлению, или внутренняя стенка выполнена в виде прямого цилиндра, чтобы достичь условие применения.
4.Ручная намотка резинового компенсатора имеет гораздо более длительный срок службы;
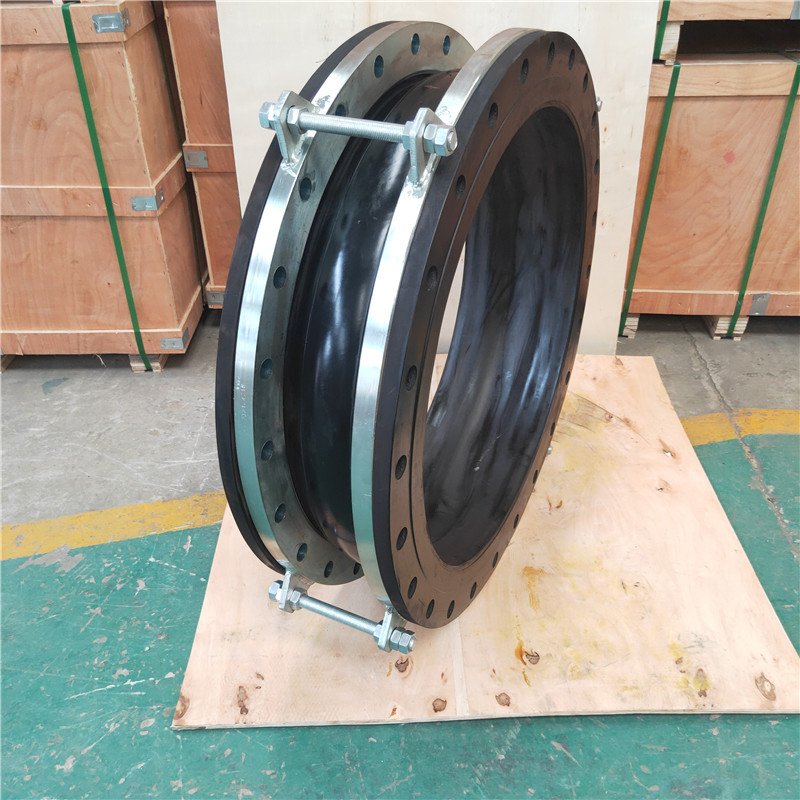

Резиновый компенсатор с ручной намоткой обладает превосходными характеристиками по коррозионной стойкости, отличной маслостойкости, термостойкости и стойкости к старению, что позволяет использовать его в трубопроводах десульфурации дымовых газов.
Время публикации: 17 сентября 2022 г.